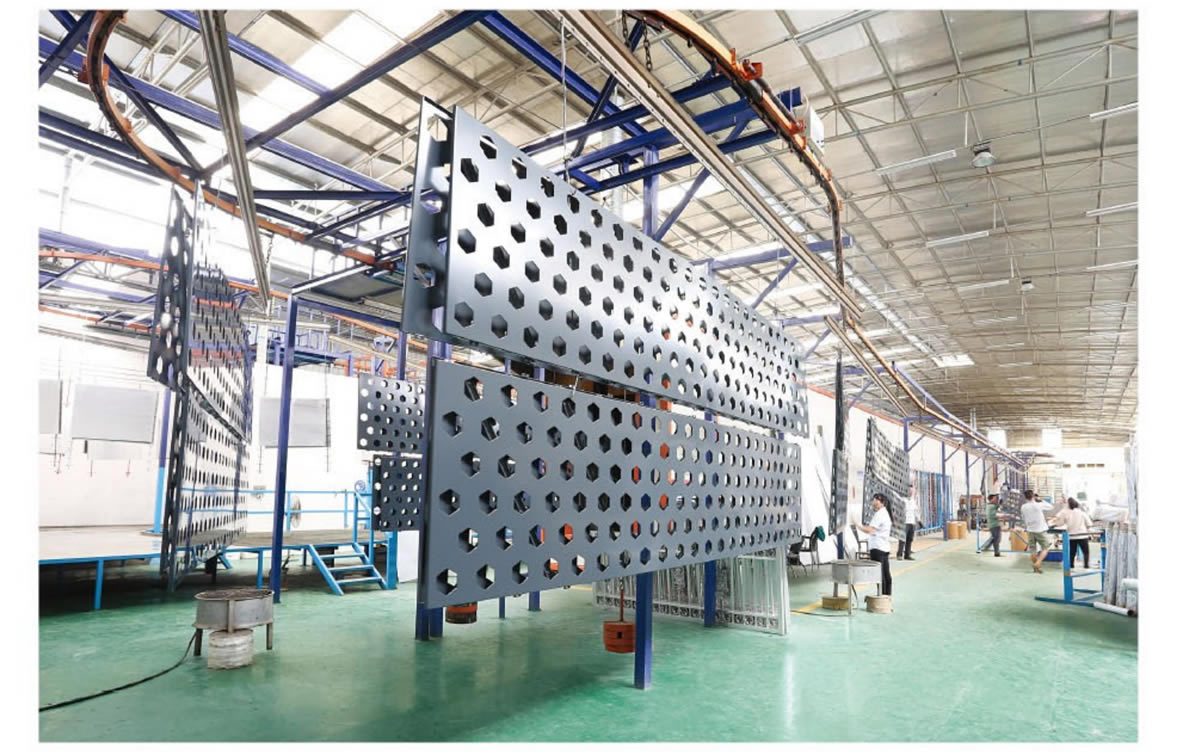
工厂设备
—— ENTERPRISE EQUIPMENT ——



工艺介绍
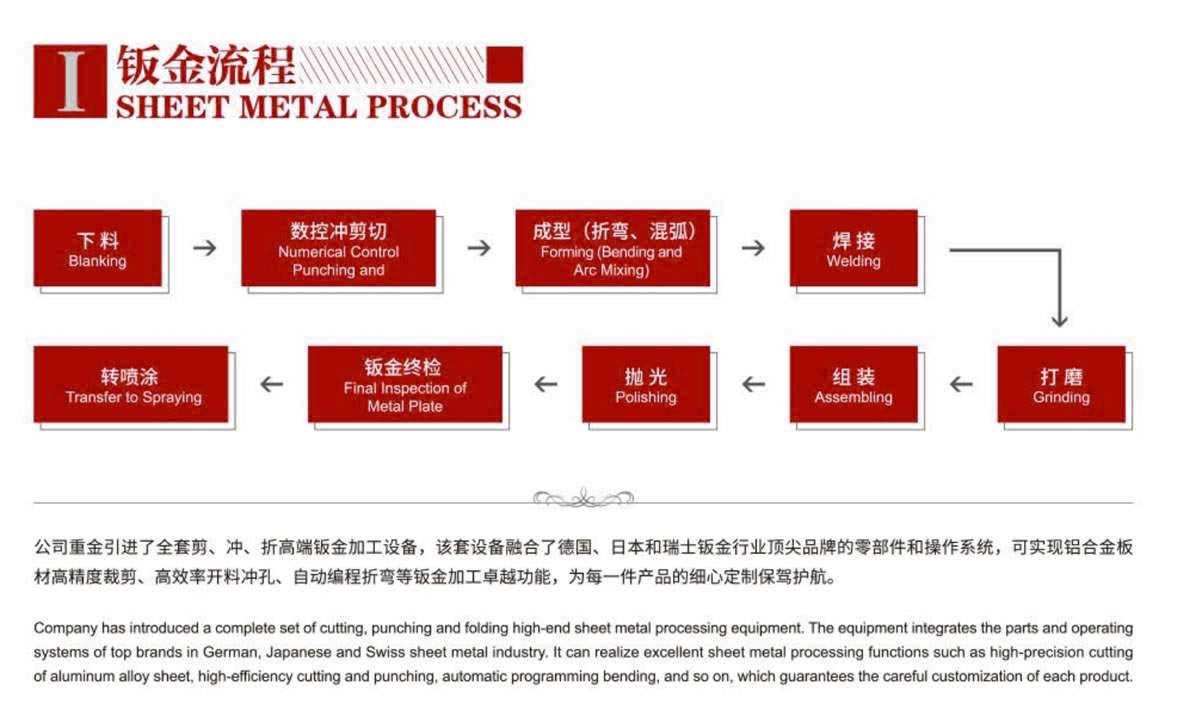
铝板成形工艺规范
一、开料、下料
1、对加工图纸认真分析,了解所要加工图形的形状与尺寸,采用较节省的办法开出料单。
2、按下料单对照料板编号放样,划线要准确、清楚,特殊工序用计号笔在加工位置标明,保证此工序加工的正确度。
二、剪板
1、一股情况铝板在剪板前的面积都比较大,因此在剪板过程中一定要保护铝板的平面度,现规定;长度大于2m的铝板在卸货过程中应特别小心,建议将铝板竖直后至少有三名操作员搬运。剪板过程中至少要三名操作员搬运操作。
2、要严格按照下料单中的尺寸剪板,必须确保下料板尺寸偏差保证在规定范围内,
3、剪板过程中要保护铝板特别是加工正面不受损害,因此剪板机的物架上要有橡皮垫或其他的保护设施。
4、剪板操作员在剪板前必须对每块铝板的尺寸进行准确测量(包括对角线),以保证落料的准确率,并对每块落料编号,用记录笔记录,字迹要清淅可辨,同时用透明胶带纸将编号封住。
5、剪好的料板应有序的放置在两辆专用的小车上。一块紧挨另一块,中间不留问隙。
三、开角,冲孔
1、按图纸对小料板开角,开角时用两块铝片和502瞬干胶水在磨具上做一个临时工装夹具保证开角定位准确。
2、按图纸要求选择冲孔模,定位,冲孔应准确,冲孔中相对两边的空位置不宜对齐,应错开一定距离,以此保证安装需要。靠近料断的孔距应为(100-150)mm.其余内部孔距应保证在(250-300)mm范围之内。
3、在开角,冲孔的过程中,要加强对铝板正面的保护,特别是转换工序的过程中操作员对铝板要轻拿轻放做到:不接触地面,不碰到机器,不无声操作,
四、折边
1、按图纸要求选择折边模具,在下模上铺垫棉布或绒布(布不宜太厚,会影响加工角度),防止损伤铝板。然后上折弯机折弯。
2、必须保证长度、宽度、对角线尺寸、折边角度,组角缝隙不得超出规定偏差。
五、焊境
1、为保证打磨需要,拼角焊接时棱角应适当突出,内角不应有焊瘤、焊渣、焊穿等现象的发生,以免影响产品质量。
2、焊接时由于焊丝(铝条)太长,操作员应注意焊接速度及送焊丝速度,防止焊缝上焊丝(铝条)累积形成焊瘤等其他影响产品质量事情的发生,焊缝应平整、自然。焊接中尽量采用分段焊接、点焊来防止扭曲等变形的发生,
六、加强筋
1、长度超过Im的铝板为保证期平面度须放置加强筋,加强筋的长度是:产品的尺寸15mm后的尺寸。
2、加强筋的冲孔距离:两端孔至铝板端边的距离(25-30)mm,中间距临(250-300)mm.
3、在固定加强筋的时候.紧固件应按平垫、弹垫的顺序放置,较后拧紧螺母。以把弹垫适当压平为拧紧螺母的标准,不宜大紧。
4、产品轻拿轻放,防止铝板表面受损。
七、打磨、抛光
1、焊接后的工作必须打磨,以保证工件的表面光洁度,打磨的目的是把焊接时的焊渣、焊瘤等影响表面质量的废科去除,工作中尽量不要磨到折边及其表面。组角焊接打磨时要求能够体现明显棱角。
2、仔细检查工作表面有无划痕,表面磨损等现象。抛光时采用180目的抛光片,将工作表面的划痕,表面磨损部位抛平磨光至与铝板颜色相似。
3、注意:抛光机在被损伤的工件表面上轻轻用力并均构移动,抛光速度不宜过快,拼角处要有角、有棱、自然美观。
4、抛光过的工件必须准确有序的位置,平板应竖立紧密排列,
八、检验
1、形状是否正确,尺寸是否准确,加工精度、平整度是否符合加工图纸要求。
2、检查是否有变形,划伤。加强螺丝松动等现象。
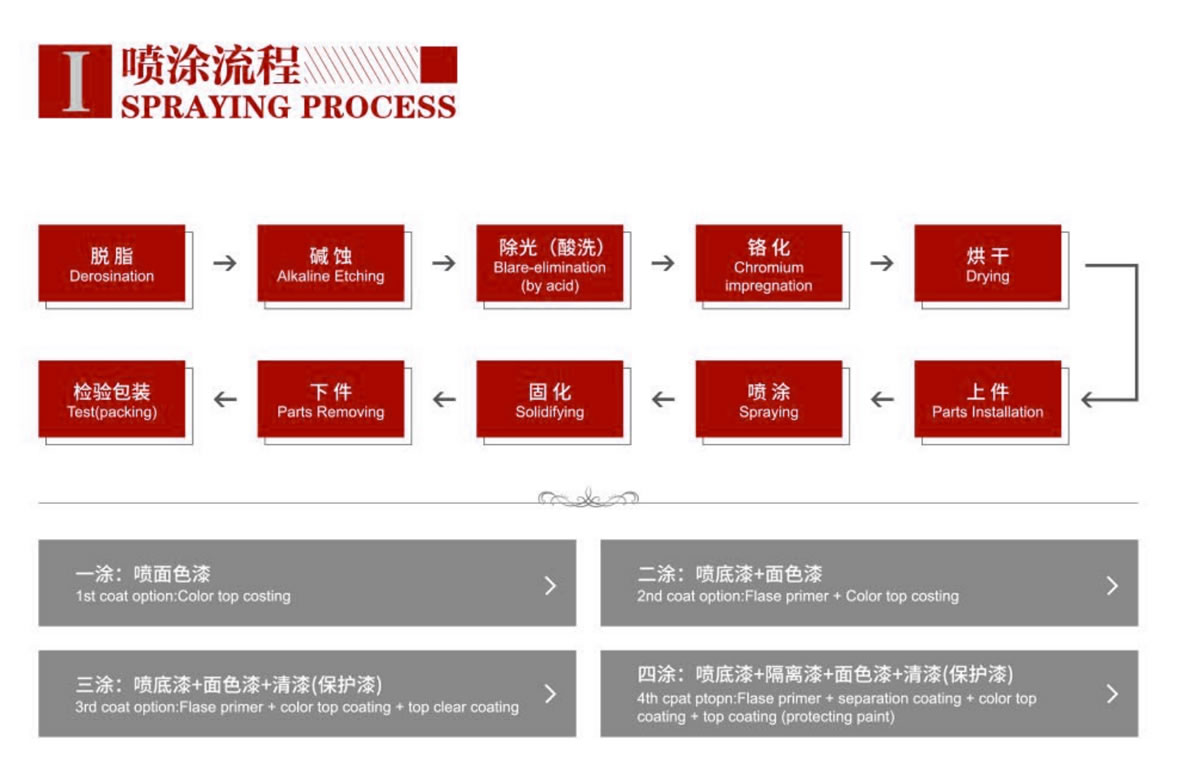
前处理质量控制
1、铝板在处理之前,表面应光滑。表面的凹坑痕迹、机械划伤.必须彻底打磨清楚。氟破涂装是高 级表面装饰工艺,不允许存在上述的缺陷。
2、每天应检验一次糟液状况,根据检验结果及时补充,调整。
3、一般绝大多数的油污在三合一酸洗中迅速除去.少量难以除去的油污可适当调整处理工艺时间,直至除去为止。
4、检验铝板清洁程度,一般是看水洗出槽铝板表面的水膜均匀、流淌状况,若流淌水膜均匀,无空隙,则说明铝板已清洁干净。反之则需要重新清洗。
5、钝化膜颜色应为黄色,均匀一致,无污迹和挂灰,烘干后用试纸擦拭不掉色,则说明钝化膜合格。若掉色,则说明钝化不合格,处理时间或钝化槽液可能存在问题。
6、处理完毕的工件,表面严禁裸手触摸,搬运时需带好洁净的手套。周围的环境应保持洁净,同时工件必须尽快进行氟碳涂装,—般不得超过24小时,否则需重新前处理。
喷涂工艺质量控制
1、根据工程用板的具体要求(工程总量、供货周期、涂料颜色、膜厚等),制定涂装施工工艺,确定工艺主要参数。根据气温、湿度确定涂料溶剂品种、配比,输送速度,机喷参数(静电高压、扇形气压、雾化气压、喷枪距工件距离。升降机速度,出漆量)。固化温度。按指定的喷装施工工艺,制作标准的施工样板,样板必须通过各项试验测试,该样板作为整个工程的检验基准(称为标准版)
2、整个工程用板加工过程中喷房的温度、湿度应每天认真,准确记录,若温度、湿度在喷涂过程中变化较大时,必须及时调整溶剂的品种、配比.控制溶剂的挥发速度在一定的范围内,以确保喷涂质量稳定,颜色一致,无色差(△E=<0.5)
3、机喷的主要参数确定后基本保持不变。操作者要守岗位,认真观察,若发现变化或存在异常,则应及时调整。稍有疏忽,将可能产生不合格产品。
4、对于异形工件或需补喷的工件,氟碳面积较好采用手工静电喷枪,以保证与机喷效果一致,特别是金属颜色的面漆,静电喷枪与空气喷枪会产生一定的差距,容易出现色差问题。同时,手工喷漆枪手必须具备一定的技能,控制手工喷涂的膜厚、均匀性与机喷相近.确保色差控制在允许的范围内。
5、氟碳涂料输送吸口处应有过滤装置,另外涂料桶应有气动搅拌器,保证供给喷枪的涂料搅拌均匀,洁净。
氟碳喷涂质量检验
第 一检测点上件区对前处理工件的钝化膜和表面洁净状态检验,非合格品不准上线。
第二检测点每道喷涂的流平段检验喷涂表面质量的涂料的流平状况,若出现问题应及时调整
第三检测点工件下件区使用专用仪器按要求检测工作涂层的膜厚色差、光泽三个主要参数,并将检测的结果记录备案。

